打印大型或复杂的3D模型时,受限于打印机尺寸,通常无法一次性完成所有部件的打印。因此,部件需要分别打印后再进行组装拼接。连接3D打印部件必须要求精确对齐并确保连接稳固可靠。
或许您正在考虑用3D打印大型模型,但对打印后的组装质量持怀疑态度,下面天津3D打印公司——麦客信息将详细介绍3D打印部件的连接和组装方法,让您对此有一个全面的了解。
为大型模型的制作而烦恼?又对3D打印不本指南将详细介绍组装3D打印部件的最佳实践,涵盖多种连接方式、基础组装技巧以及增强连接强度和耐久性的方法。
▌ 3D打印部件的常用连接方法:
1. 机械紧固件
螺钉、螺栓和卡扣等机械紧固件能提供牢固的连接。如今,许多复杂部件可直接打印出内置的连接结构。
卡扣连接: 利用塑料的柔韧性,使两个部件能快速卡合锁定。
螺栓与螺钉连接: 提供坚固且可拆卸的连接,适用于未来可能需要分离的部件。
螺纹嵌件: 配合螺钉使用时,金属嵌件能大幅提升连接寿命,避免塑料螺纹磨损失效。
2. 粘合剂粘接
若需部件永久固定,粘合剂是理想选择。不同材料需选用对应的粘合剂。
强力胶(氰基丙烯酸酯): 对PLA、ABS和光敏树脂打印件效果优异。
环氧树脂粘合剂: 可在多种材料上形成高强度粘接。
溶剂焊接: 当部件材质相同时(如均为ABS),可使用丙酮等溶剂溶解接触面进行融合,实现无缝连接。
3. 焊接
焊接是连接塑料及金属3D打印部件的有效手段。
塑料焊接: 利用热能将塑料接触面熔化并融合连接。
超声波焊接: 通过高频振动摩擦生热,熔合热塑性塑料部件。
金属焊接: 不锈钢、铝等常见金属打印材料可采用传统焊接方法(如电弧焊、氩弧焊)进行连接。
4. 嵌入式螺母与嵌件
在打印件中预埋螺母或嵌件,可在使用螺钉时有效保护塑料基体。
热熔嵌件: 加热金属嵌件后压入塑料孔中,熔融的塑料冷却后将其牢固包覆。
压入式嵌件: 使用工具(如手动压入器或锤子)将嵌件敲入预先打印的孔位中。
5. 自攻螺钉
如需快速组装,可将自攻螺钉直接拧入预先打印的孔中。但需注意:反复拆装会导致塑料螺纹磨损,因此此方法更适用于一次性组装或受力较小的连接。
6. 打印螺纹
可直接在模型上设计并打印出螺纹结构,使部件无需额外硬件即可旋合。
直接打印螺纹: 较大的螺纹(如大于M5)可直接打印,但小尺寸螺纹需高精度打印机以确保质量。
攻丝加工: 在预先打印的孔中(通常孔径略小于目标螺纹直径)进行攻丝,能获得强度更高、精度更好的螺纹连接。

*上图是我公司3D打印的机械巨兽,3D分体打印再组装
▌ 组装实用技巧
1. 确保部件精确对齐
部件错位会导致连接薄弱。确保精确对齐的方法:
u 设计定位特征: 在模型中设计定位销或榫卯结构。
u 制作测试件: 打印大型或复杂部件前,先制作小型测试件验证配合度。
u 预处理接触面: 组装前打磨接触面并清除碎屑和油污,确保良好贴合。
2. 强化连接薄弱点
若连接点强度不足,可采取以下措施:
优化设计: 在连接处添加圆角/倒角以分散应力,避免应力集中。
增加材料: 在关键受力区域增厚壁厚或添加内部加强筋/支撑结构。
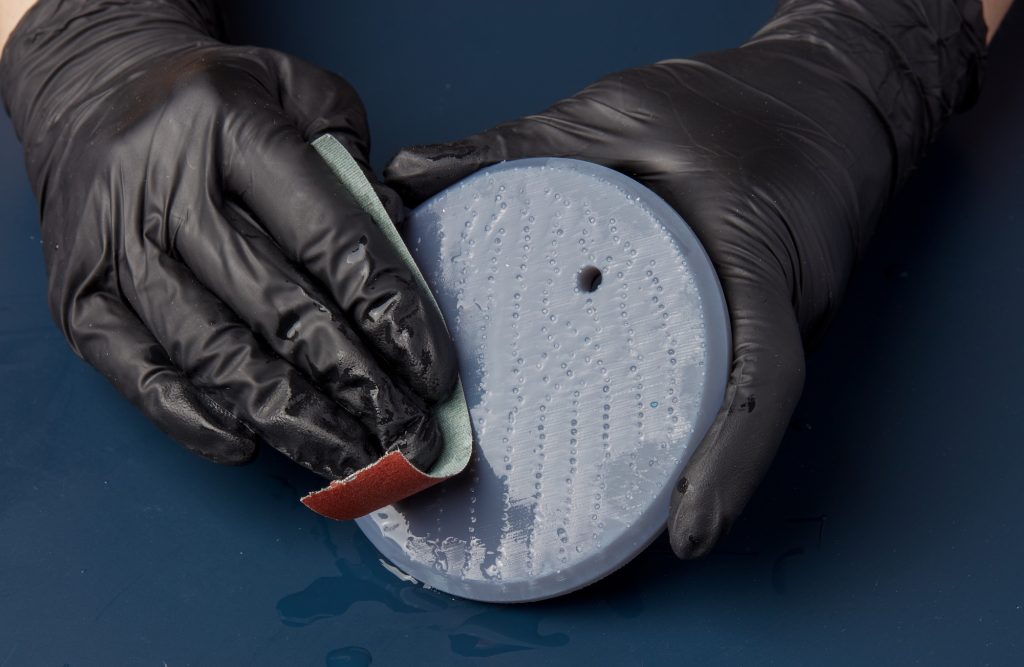
3. 接缝美化处理
组装完成后,可对接缝进行后处理,提升美观度和强度:
打磨与底漆: 仔细打磨接缝处,然后涂刷底漆填平微孔并增强附着力。
上漆: 喷涂面漆覆盖接缝线,实现整体统一外观。
填缝: 使用环氧树脂腻子或专用塑料填充剂填补明显缝隙。
4. 考虑材料特性
不同打印材料适用的连接方法各异:
PLA: 易用强力胶粘合,但材质较脆,弯曲时易断裂。
ABS: 可使用丙酮进行溶剂焊接(粘合)。
PETG: 强度高且柔韧,但表面惰性使其较难粘接(需选用专用胶或表面处理)。
5. 预先钻孔
为获得更好的螺钉连接效果并避免塑料开裂:
孔径匹配: 钻孔直径应与螺钉直径匹配(通常略小于螺钉公称直径)。
低速钻孔: 使用锋利的钻头并以较低转速钻孔,防止摩擦生热熔化塑料。
6. 永久固定前试装配
在进行最终粘合或焊接前,务必进行试装配以确认:
部件方正: 所有部件已正确对齐,无扭曲变形。
配合良好: 接触面无过大缝隙或不匹配。
螺钉预紧: 螺钉能够顺畅拧入并达到所需的紧固度。
通过以上了解,相信您对3D打印大型复杂结构也有一个全面的了解,那么对3D打印的质量应该能完全放心了吧!如有天津3D打印需求或疑问,欢迎随时来电咨询!