
在金属3D打印技术日益成熟的今天,越来越多的制造业客户开始将3D打印金属件应用于航空航天、医疗器械、汽车制造、模具加工等领域。然而,在实际生产中,单一尺寸的打印件往往难以满足大型复杂结构的需求,这就引出一个常见问题:3D打印的金属件能否像传统金属材料一样进行焊接?
金属3D打印件的焊接可行性
经过大量实践验证,金属3D打印件完全可以通过常规焊接工艺进行连接或修补。目前主流的焊接方式如TIG焊(钨极氩弧焊)、激光焊、电子束焊等,均可应用于打印金属件的二次加工。尤其是不锈钢(如316L、17-4PH)、钛合金(如Ti6Al4V)、铝合金(如AlSi10Mg)等常见打印材料,它们与同材质或异种传统金属材料的焊接性表现良好,焊缝强度可满足大多数结构件使用要求。
这意味着,您无需因为使用了3D打印工艺而放弃传统的焊接组装方案。打印件完全可以作为独立的结构单元,通过焊接与其他部件组合成更大、更复杂的系统——比如大型航空发动机机匣、多腔体压力容器或复杂框架结构。
必须注意的三个核心问题
尽管焊接可行,但金属3D打印件独特的成形过程使其微观组织与传统锻件、铸件存在差异。如果不加处理直接焊接,可能会遇到意想不到的问题。因此,我们建议客户重点关注以下几点:
1. 内部微孔与残余应力——先做热处理
金属3D打印的本质是逐层熔融堆积,这一过程不可避免地会产生微小气孔和残余热应力。如果直接焊接,高温作用下残余应力释放可能引起工件变形甚至开裂,而微孔聚集则会降低焊缝的致密性。
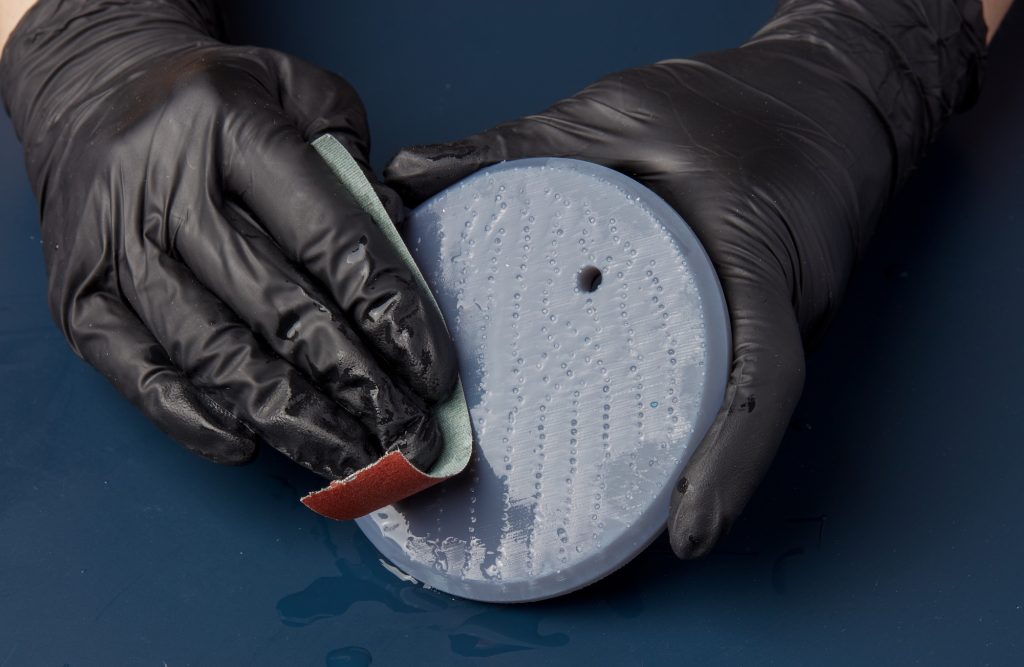
解决方案:焊接前对打印件进行去应力退火或热等静压(HIP)处理。例如,不锈钢件可在600-700℃保温1-2小时后再自然冷却,钛合金则通常采用800-900℃的真空热处理。这一步骤能有效消除内应力、闭合微小孔隙,大幅提升焊接稳定性。
2. 打印纹理方向——影响焊缝强度
打印层纹和柱状晶的生长方向具有各向异性。当焊缝方向与打印纹理平行或垂直时,焊接区域的力学表现会有差异——通常平行方向的拉伸强度略高,垂直方向则可能因层间结合较弱而成为断裂起始点。
应对策略:在零件设计阶段就应规划好打印方向与焊接位置的关系。若焊接区域需要承受主载荷,建议让焊缝方向与打印层纹成一定角度(如45°),或通过后续均匀化热处理来弱化各向异性。作为专业服务商,我们会协助您优化模型摆放和工艺参数。
3. 热输入控制——低应力焊接是首选
3D打印件对热输入敏感度过高。传统的大热输入焊接(如普通手弧焊)容易造成热影响区晶粒粗大、变形超标甚至产生热裂纹。
推荐工艺:采用低热输入焊接方法,例如脉冲TIG、激光焊或冷金属过渡焊(CMT)。这些工艺能量集中、热影响区窄,能有效控制变形。同时建议采用分段对称焊接、刚性固定等辅助措施。我们的经验表明,合理控制线能量(通常≤1.5kJ/cm)可让打印件的焊接成功率提升至95%以上。
经过我们的专业处理,焊接不再是难题
作为一家专注于高品质天津金属3D打印服务的厂家,我们不仅为您提供打印零件,更提供完整的后处理+焊接适配方案。从原材料选择、打印参数优化、热处理规程制定,到焊接工艺评定和接头性能测试,我们拥有全链条技术能力。
您只需提出结构连接的需求,我们就能交付“焊得牢、不变形、强度高”的打印组件。无论是小批量复杂零件的焊接修补,还是大型多部件系统的焊接组装,我们都能为您提供一站式解决方案。
实际应用案例
某航天客户需要制造一个带有复杂冷却流道的火箭燃烧室,整体打印受设备尺寸限制。我们将其拆分为三个分段分别打印,经去应力热处理后采用电子束焊连接,焊缝经X光检测无缺陷,气密试验和热试车均一次性通过。另一家工业设备厂商需要修复磨损的钛合金叶轮,我们通过激光熔覆焊接修复缺损部位,成本仅为更换新件的30%。
如果您有金属件需要3D打印,打印后想进行焊接,您都可以放心交给天津3D打印工厂——麦客信息,我们有一批拥有十余年经验的技术团队,保证满足您的需求,达到您想要的效果。咨询、合作,欢迎随时联系我们:18042677785(贾经理)