
对于船模爱好者与专业用户而言,防水性能是衡量模型实用价值的核心指标。作为3D打印服务厂家,我们经常被问到:
“3D打印船模真的能下水吗?”答案是肯定的。但要想实现真正可靠的防水效果,需要从材料选择、工艺设计到后处理建立一套完整的技术方案。
一、材料选择是防水的基础
并非所有3D打印材料都适合制作下水船模。天津3D打印工厂为您推荐以下三种经过验证的防水方案:
1. ABS材料:具有优异的耐水性和机械强度,但打印时收缩率大,对设备要求高。我们的工业级打印平台能精准控制温度,避免翘边变形问题。
2. PETG材料:被称为“防水首选”,其层间结合力强,吸水率低于0.3%,且比ABS更易打印。成品可直接浸泡使用,长期水中不易分层。
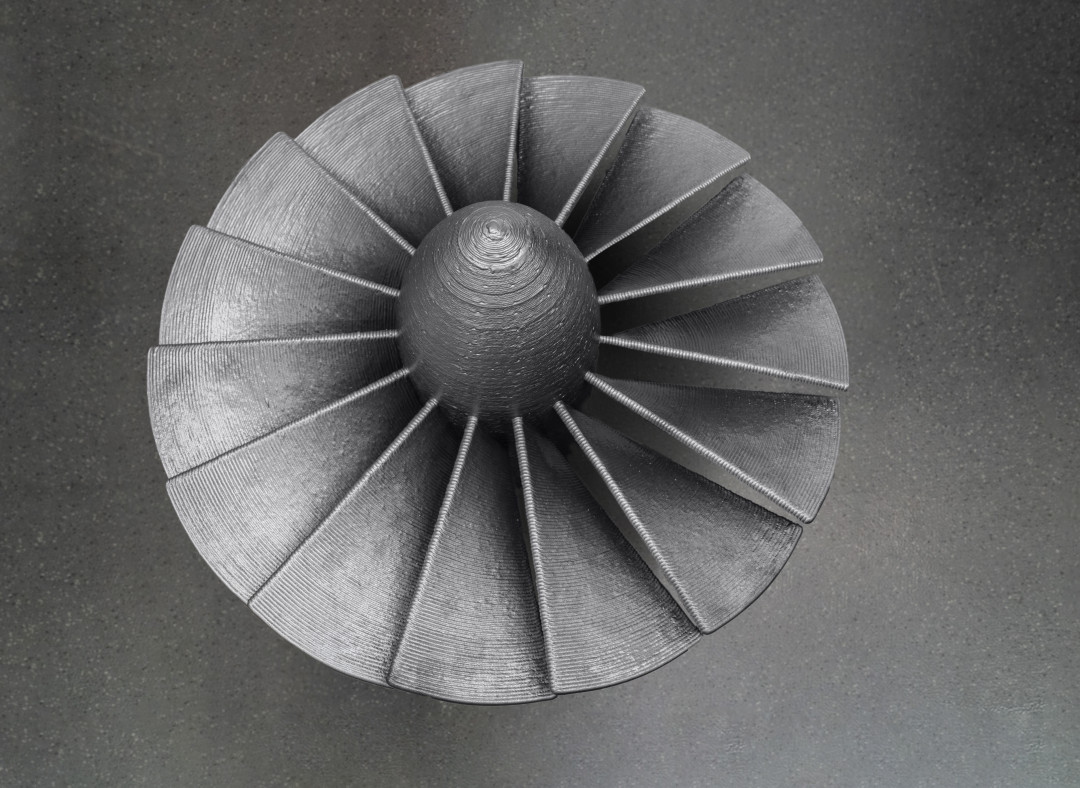
3. 尼龙(PA12):适合高性能船模,耐冲击且化学稳定性好。但表面天然多孔,必须配合后处理工艺才能达到完全防水。
需要特别说明的是:普通PLA材料因吸水率高、长期浸水易变脆降解,我们不建议用于真实下水的船模。
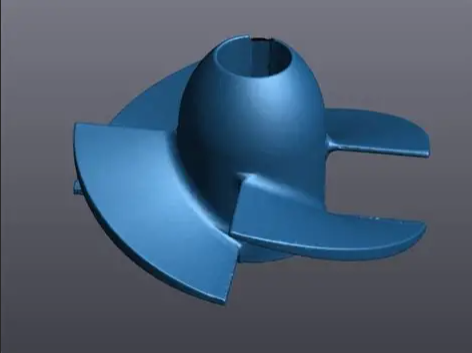
二、打印工艺中的防水设计要点
防水不是靠“密封胶”就能解决的,而是从3D模型设计阶段就应介入的系统工程:
增加壳体厚度:将船体壁厚设为2-3mm(常规1.2mm),配合100%填充率的局部加固,确保结构强度足以抵抗水压。
消除层间孔隙:通过优化切片参数,将层高控制在0.1-0.15mm,挤出宽度设置为喷嘴直径的120%,让相邻线条“压融”得更密实。
一体成型减少接缝:对于中小型船模(长度<500mm),我们采用整船一体打印方案,彻底消除拼接缝这一最薄弱的渗水环节。
分体件的防水结构设计:大型船模必须分件打印时,我们会设计迷宫式嵌合槽+硅胶密封圈结构,而非简单平面贴合。
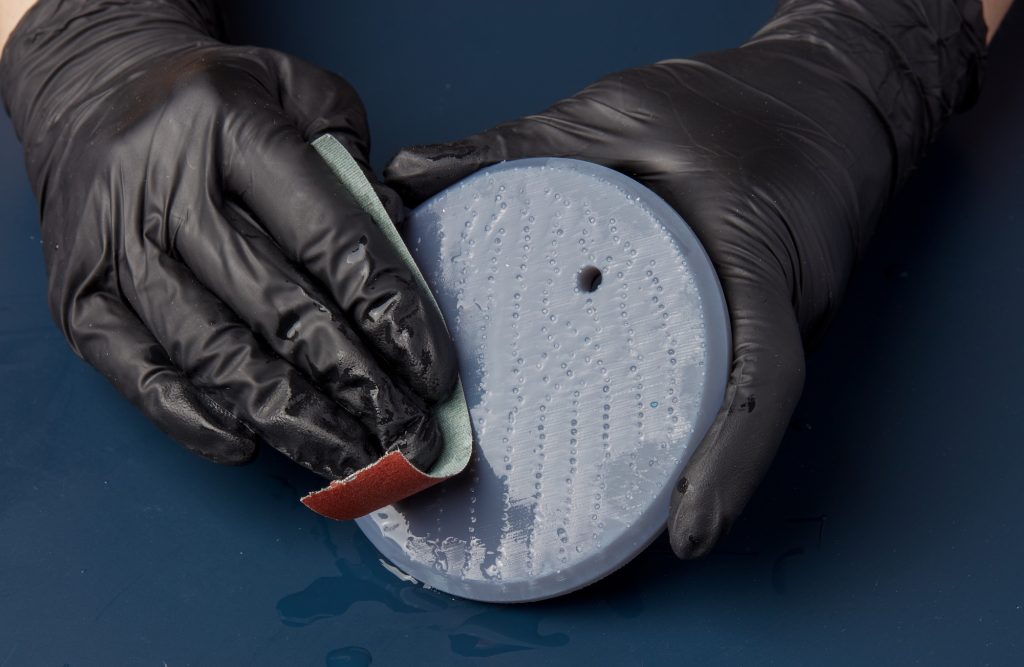
三、后处理:从“疏水”到“防水”的质变
还可以通过一系列的后处理工艺,提高防水性能:
第一级:蒸汽平滑(仅限ABS/PC材料)
使用丙酮蒸汽处理15-30秒,使表层0.2mm深度内微融再固化,表面达到注塑级光洁度。
第二级:环氧封孔
对PETG或尼龙材质,采用低粘度环氧树脂(如西帕什300系列)浸涂,通过真空脱泡后常温固化,可封闭纳米级孔隙。
第三级:防水涂层
喷涂聚脲弹性涂料(厚度0.3-0.5mm)或刷涂船用防污漆,既增强防水,又提升抗刮擦和抗生物附着能力。
经过完整处理的船模,我们进行了72小时静态浸水测试(水深1米),增重率低于0.5%,证明已达到实用防水等级。
四、常见误区
市场上有两种错误做法值得警惕:一是仅喷透明漆就宣称防水,下水后很快起泡剥落;二是用热熔胶填缝,遇水或温度变化后胶体脱落。
天津3D打印竞速快艇、仿真战舰、水下航行器、个性化玩具船,都可联系我们的技术顾问:18042677785(贾经理)咨询合作!