在轮胎制造行业向着高性能、低滚阻、高操控性及静音舒适方向迅猛发展的今天,轮胎花纹的设计愈发呈现出多弧度、多角度、复合曲面的复杂化趋势。作为轮胎成型的关键“基因”——轮胎模具,其制造精度与复杂度直接决定了轮胎的最终性能表现。然而,传统轮胎模具插片的制造工艺,在面对这些几何异型结构时,正遭遇前所未有的挑战。
作为专业的天津3D打印服务提供商,我们深入剖析行业痛点,将金属3D打印技术引入轮胎模具插片制造领域,全面解决多弧度、多角度复杂花纹的制造难题,为轮胎模具行业带来设计自由度的彻底解放。
传统工艺的“天花板”:复杂花纹制造的三大困局
在传统的轮胎模具制造流程中,插片(俗称“钢片”)通常采用数控铣削或电火花加工(EDM)工艺。当轮胎花纹设计涉及以下特征时,传统工艺往往力不从心:
1. 异形曲面的加工受限:现代高性能轮胎为了提升排水性能与抓地力,花纹沟槽往往设计有三维立体角度,即“3D钢片”技术。传统CNC加工受限于刀具半径与刀具路径,难以在狭小空间内完成深腔、大曲率弧面及倒扣结构的精密加工。当花纹角度大于90度或存在空间交错曲面时,传统工艺几乎无法直接制造。
2. 薄壁结构的变形风险:为了追求极致的轻量化与降噪效果,轮胎模具插片通常要求极薄的壁厚(部分区域甚至低于0.3mm)。传统机械加工在铣削此类薄壁件时,极易因切削应力导致工件变形、崩边,良品率难以保证。
3. 组合装配的累积误差:对于多弧度、多角度拼接的复杂花纹,传统工艺往往采用“多片拆分、后期焊接或装配”的模式。这种模式不仅工序冗长,且在高精度装配环节极易产生累积公差,导致轮胎硫化后出现“错位”、“胶边”等质量缺陷。
3D打印技术:重新定义插片制造的“形”与“质”
针对上述痛点,我们利用选区激光熔化SLM3D打印技术,实现了轮胎模具插片制造的全流程重构。该技术通过高能激光束逐层熔化金属粉末,无需任何专用工装夹具,即可直接成型任意复杂几何结构。
1. 彻底释放设计自由度,实现“所见即所得”
在3D打印的世界里,结构的复杂度不再等同于成本的高昂。对于轮胎设计师而言,以往受限于加工工艺而不得不进行的“设计妥协”将不复存在。
l 多弧度自由曲面:无论是抛物线型的排水弧面,还是变节距的消音弧槽,3D打印均可一次性成型。激光束可以无死角地扫描任意曲面,确保花纹过渡的自然流畅,完全还原设计师的原始意图。
l 多角度立体钢片:针对3D立体花纹,3D打印可以直接成型带有复杂倒扣、螺旋角度甚至蜂窝状加强筋的插片结构。这些结构在传统工艺中需要分体制造再组合,而3D打印将其整合为单一零件,极大提升了结构强度与整体性。
2. 突破薄壁极限,确保高精度与高刚性
利用金属3D打印的微米级光斑精度,我们可以稳定成型壁厚0.2mm-0.3mm的精密薄壁结构。在打印过程中,由于不存在宏观切削力,彻底消除了传统加工的机械应力变形问题。
同时,我们通过优化打印工艺参数与热处理制度(如应力退火、固溶时效),使成型后的插片材料致密度达到99.9%以上。不仅保证了插片边缘的锋利度以利于后期清角,更确保了材料在硫化高温高压环境下的耐磨性与抗疲劳性。
3. 一体化成型,消除装配误差
对于多弧度、多角度组合的复杂花纹模块,3D打印技术可以实现组件级一体化打印。将原本由数十片甚至上百片独立插片组合而成的复杂花纹圈,通过拓扑优化结构进行整体烧结。
这种“化零为整”的制造方式,从根本上消除了传统工艺中因焊接变形、铆接松动或人工装配导致的尺寸偏差。成品模具的圆跳动、片距精度以及花筋对称度均得到了质的飞跃,直接提升了轮胎的动平衡性能与外观品质。
材料性能与后处理:为高端模具保驾护航
作为应用于轮胎硫化场景的模具配件,材料的耐高温、耐腐蚀及耐磨损性能至关重要。我们主要选用马氏体时效钢(如18Ni300)及不锈钢(如316L、CX)等高性能粉末材料。
· 高温性能:通过精准的热处理工艺,我们确保插片在200℃-250℃的硫化环境中长期保持尺寸稳定性,硬度可达HRC 45-52,有效抵御脱模剂腐蚀及胶料流动冲刷。
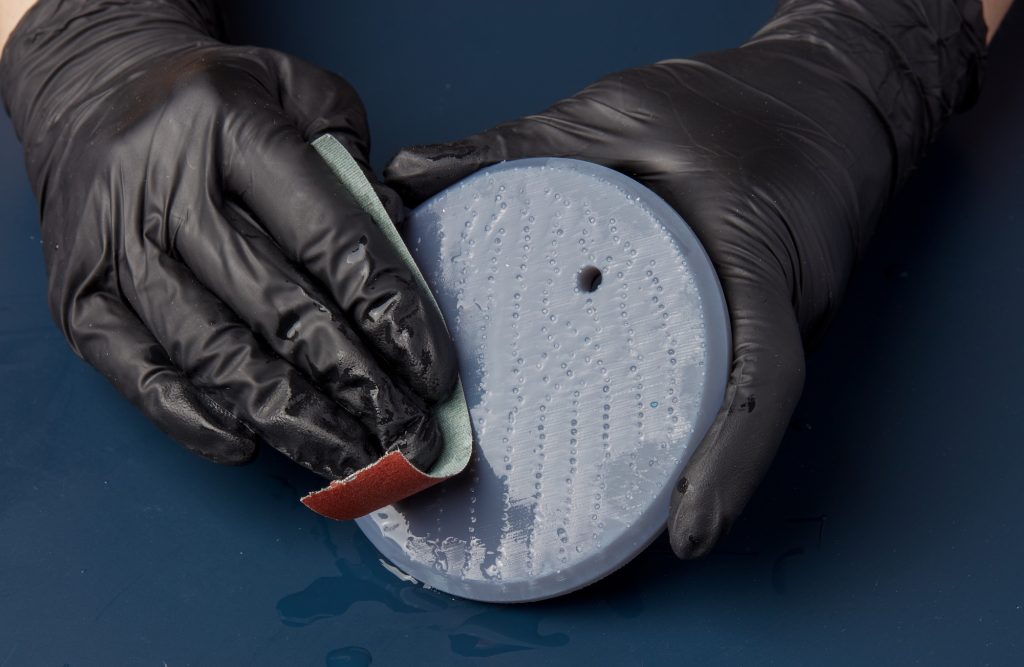
· 表面质量:针对3D打印件固有的表面粗糙度问题,我们配备了专业的后处理产线,包括喷砂、化学抛光、流体内壁抛光以及针对镜面要求的手工精抛工艺。最终成品不仅满足模具装配的高光洁度要求,更便于后期轮胎硫化后的脱模操作。
赋能高端制造:从“制造”到“智造”的跨越
对于轮胎模具企业而言,引入3D打印技术不仅仅是为了解决“能不能做出来”的问题,更是在抢占“能不能做得更好、更快”的市场先机。
· 缩短研发周期:对于新花纹的试制,3D打印无需开制昂贵的新工装夹具,设计确认后48-72小时即可交付样品,将模具开发周期从传统的数周缩短至数天。
· 降低综合成本:虽然单件打印成本相较于传统大批量冲压可能较高,但在小批量、高复杂度、高定制化的高端模具领域,3D打印节省了工装费用、减少了组装人工、消除了废品损失,其综合成本反而更具优势。
随着新能源汽车对轮胎静音性、续航能力及操控性的极致追求,以及高端乘用车轮胎个性化、差异化的市场需求,轮胎花纹的复杂化演进是不可逆的趋势。传统加工技术正在触及物理极限,而3D打印技术凭借其无模化、高精度、全复杂结构兼容的特性,已成为解决轮胎模具插片多弧度、多角度制造要求的“金钥匙”。
作为深耕天津3D打印制造领域的服务商——麦客信息拥有专业的增材制造工程师团队、全系列的工业级金属3D打印设备以及严格的质量管理体系。我们期待与轮胎模具行业同仁携手,共同突破设计枷锁,用增材制造技术赋能轮胎模具新质生产力,助力客户在激烈的市场竞争中抢占技术高地。3D打印技术咨询与合作,欢迎随时联系我们:18042677785(贾经理)!